Сварка титановых пластин, сварка титановых труб теплоносителей и испытания производительности — в шэньси, в шэньси, в шэньси
—— Сварка титановых пластин, сварка титановых труб теплоносителей и испытания производительности — в шэ
[ 信息发布:本站 | 时间:2022-12-14 | 浏览:653 ]
Теплообменник сваривается с использованием защитной газовой сварки с вольфрамовым электродом. Для сварки используется проволока STA2R диаметром 2~3 мм, соответствующая требованиям приложения D JB/T4745-2002 "Сварные емкости из титана". Полярность источника питания - прямой ток положительный. В качестве защитного газа используется аргон с чистотой не менее 99,9%. Сварка оборудования включает в себя соединение плиты TA2 и угловое соединение теплообменной трубы TA2 с трубопроводной плитой.
Сложности сварки теплообменной трубы с трубопроводной плитой заключаются в следующем: ① Невозможность эффективной защиты газом вокруг теплообменной трубы и трубопроводной плиты. ② Тонкая стенка теплообменной трубы затрудняет отвод тепла и приводит к концентрации тепла. Мы решаем проблемы защиты газом и охлаждения, вставляя медные столбы в теплообменную трубу. В центре медного столба сверлено отверстие диаметром 3 мм, а на конце выполнена скос. При сварке медные столбы вставляются в теплообменную трубу и вокруг нее. Медные столбы внутри теплообменной трубы находятся на расстоянии около 10 мм от конца теплообменной трубы, что создает обратный поток защитного газа, а медные столбы вокруг теплообменной трубы выравниваются с концом теплообменной трубы, что обеспечивает охлаждение. Использование меди обусловлено ее хорошей теплопроводностью.
Обработка отверстий в трубопроводной плите: 2 × 45° фаска, выступ теплообменной трубы 2 мм, высота сварного угла ≥1,5 мм. Перед сваркой необходимо тщательно очистить внутреннюю часть отверстий и окружающую область на 50 мм от верхней части теплообменной трубы с использованием ацетона. Расстояние от вольфрамового электрода до трубопроводной плиты составляет 1-1,5 мм, угол между вольфрамовым электродом и отверстием в трубопроводной плите составляет 15-20°, скорость сварки 1,5-2 об/мин. При сварке рекомендуется выбирать меньшую линейную энергию, то есть использовать меньший сварочный источник питания и большую скорость сварки, при условии обеспечения хорошей формы шва. При многослойной сварке следует подождать остывания предыдущего шва перед нанесением следующего, чтобы избежать перегрева металла и образования крупных зерен.
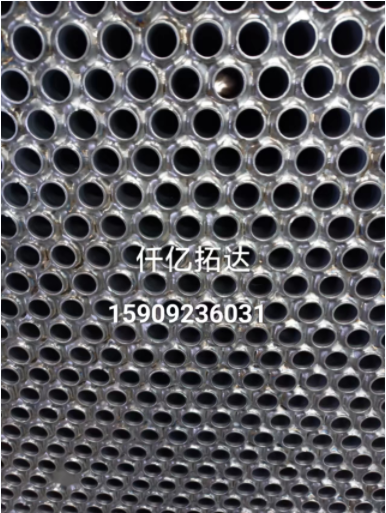
Особенности титанового оборудования отличаются от углеродистой стали, нержавеющей стали и других металлических устройств, и его технология изготовления также отличается от упомянутых металлических устройств. Структура используемого на заводе теплообменника представляет собой квадратную трубчатую плиту (технология внедрена, заменяя продукцию), количество теплообменных труб - 468 штук, теплообменные трубы и плита выполнены из промышленной чистой титановой стали (TA2), толщина стенки теплообменных труб всего лишь 0,8 мм. Сварка теплообменных труб и плиты представляет собой значительные трудности. В химическом оборудовании обычно толщина стенки теплообменных труб составляет примерно 2 мм, конец трубы может выступать или втягиваться относительно трубчатой плиты, также может быть выровнен с трубчатой плитой. Теплообменные трубы с небольшой толщиной стенки могут использовать только типы соединений с концевыми выступами от 1 мм до 2 мм.
Испытание сварки и производительности титановой пластины:
В какой-то инженерной программе основной материал оборудования состоит из титанового материала, номер та2, и, учитывая толщину и размеры покрытия продукции, мы выбираем Титан толщиной 30 мм для испытания сварной аргоновой сварки ручной вольфрамовой аргоновой сварки.
1.Выбирайте.Учитывая толщину пласта в 30 мм, учитывая минимальное количество наполнителя для сварки, мы используем двухсторонний U-образный склон.
2.Технология сварки
3.Сварная среда: сварка титановых материалов должна проводиться в чистой среде, строго запрещая сварку в воздухе, содержащем железо, абразивный порошок и пыль.При сварке следует избегать вентиляции и открытых дверей и окон, чтобы не дать внешнему потоку влиять на защиту воздуха.
4.Обработка и очистка слоустовых слоев: предпочтительно использовать механическую обработку, а также удаление волосяных щеток в пределах 20 мм от слоуба, которые должны быть очищены нержавеющей стальной щеткой в радиусе 20 мм от него, а также ацетоном, который должен быть очищен сразу после механической очистки.
5.Защита аргоном: обеспечение хорошей защиты металлического ванна и областей, находящихся выше 400 ℃ (включая заднюю сторону сварного шва), требует использования сварочного горелочного кольца большого диаметра, обычно диаметр сопла около 16 мм, внутри сопла следует установить газовую линзу для обеспечения эффективной защиты. Кроме того, в зависимости от фактической сварочной структуры следует разработать устройство для защиты газом. Помимо защиты аргоном с помощью сопла, также необходимо установить защитный колпак для защиты застывшего горячего сварного шва, изготовить обратный защитный колпак для защиты задней стороны сварного шва, и в процессе сварки устройство задней стороны должно перемещаться вместе с передней стороной сварки.
Проверка после сварки:
После сварки сначала проводится макроскопический осмотр внешнего вида сварного шва. Если сварной шов хорошо сформирован, а его поверхность имеет серебристый оттенок, то это свидетельствует о хороших сварных характеристиках. Если сварной шов имеет желтый или синий цвет, это указывает на окисление сварного шва и небольшое снижение пластичности, но его все равно можно использовать. Если сварной шов имеет зеленовато-фиолетовый или даже темно-серый цвет, это свидетельствует о серьезном окислении сварного шва, снижении пластичности и возможном наличии дефектов, таких как включения, трещины, поры и т. д. В случае появления такого цвета сварного шва необходимо провести повторную сварку. После макроскопического осмотра сварных швов, сварные швы между пластинами подвергаются рентгеновскому контролю в соответствии с требованиями чертежа, что соответствует уровню II в соответствии с JB/T4730.2-2005 "Бесповрежденный контроль сосудов под давлением", а угловые сварные швы трубчатых плит подвергаются контролю с применением окрашивания в соответствии с JB/T4730.5-2005 "Бесповрежденный контроль сосудов под давлением", что соответствует уровню I. После успешного контроля производится кислотная очистка оборудования с использованием раствора HF 3% + HNO3 в воде, при температуре кислотной очистки не более 40 ℃ для предотвращения гидрирования титана.